China Plastic Injection Molding Service
Custom injection molding built around your part, from design review and mold planning through trial molding to stable production.
Before tooling starts, we review your part design, material, wall thickness, draft angles, gate location, parting line, and shrinkage risk against your appearance and production targets, so your project moves from concept to molded parts with fewer late changes.
- Moldability review before tooling
- Plastic material selection support
- Mold planning and trial molding
- Appearance and dimension review
- Production stability control

Fast Quote
Reply Within 24h
Everything You Need to Plan Your Injection Molding Project
Jump to any part of the page. Design review, tooling, materials, appearance, quality, and exactly what to send for a quote.
Design Moldability
We review your part for wall thickness, draft, and gate location before tooling.
Mold Investment
Single or multi-cavity tooling, matched to your order volume and budget.
Trial Molding
T1 sample shots confirm fit, function, and look before bulk production.
Material Selection
ABS, PP, PC, nylon, and more, matched to how your part performs.
Appearance Requirements
Surface finish, texture, color, and cosmetic zones agreed up front.
Molding Capabilities
Press tonnage, shot weight, and the part sizes we run in-house.
Production Stability
Consistent shots and controlled cycle keep quality stable across the run.
Quality Inspection
Checks at every stage, from first article to pre-shipment inspection.
Quality Documents
Dimensional reports, material certs, and records shipped with your parts.
Project Workflow
From quote and sample sign-off to packed, inspected, and shipped parts.
Common Questions
MOQ, lead time, tooling, payment, and shipping, answered.
Request A Quote
Send your part drawings, get pricing within 24h →
We Review Your Part For Moldability
Your part can look finished in CAD and still hide molding risks. A moldability review before tooling catches what drives part quality, mold complexity, production stability, and final cost, while changes are still cheap to make.
Each numbered point maps to a review card. Hover or open a card to highlight it.
What We Review Before Tooling
01
Wall Thickness
Uneven walls invite sink marks, warpage, long cooling, and dimensional drift. We review thickness against your material, part function, and finish, and flag heavy sections to core out or even up.
02
Draft Angles
Draft lets your part release cleanly. Too little risks ejection marks, scratches, drag, and deformation, worst on textured or deep walls. We confirm draft on every face before the mold is designed.
03
Ribs And Bosses
Ribs and bosses carry strength, screws, and locating features. Sized wrong, they leave sinks, weak spots, or stress points. We tune wall ratios and blends so they fill and cool without defects.
04
Undercuts
Undercuts can force sliders, lifters, or collapsible cores that add tooling cost, maintenance, and risk. We catch them early and show where a small design tweak drops the side action entirely.
05
Gate Location
Gate position drives filling, weld lines, shrinkage, surface marks, and trimming. We agree on it before mold design so visible faces and functional zones stay clean.
06
Parting Line
The parting line sets appearance, sealing faces, fit, and finishing work. We place it with you up front, not after the steel is cut.
07
Shrinkage And Warpage
Plastic shrinks as it cools, and uneven shrinkage pulls parts into warp and out of tolerance. Material, walls, ribs, gate, and cooling all feed the outcome, so we balance them during review.
Find Design Risks Before You Pay For Tooling
Send your part drawings or 3D files. We check wall thickness, draft, gate location, and shrinkage risk, then send clear feedback and a quote within 24 hours.
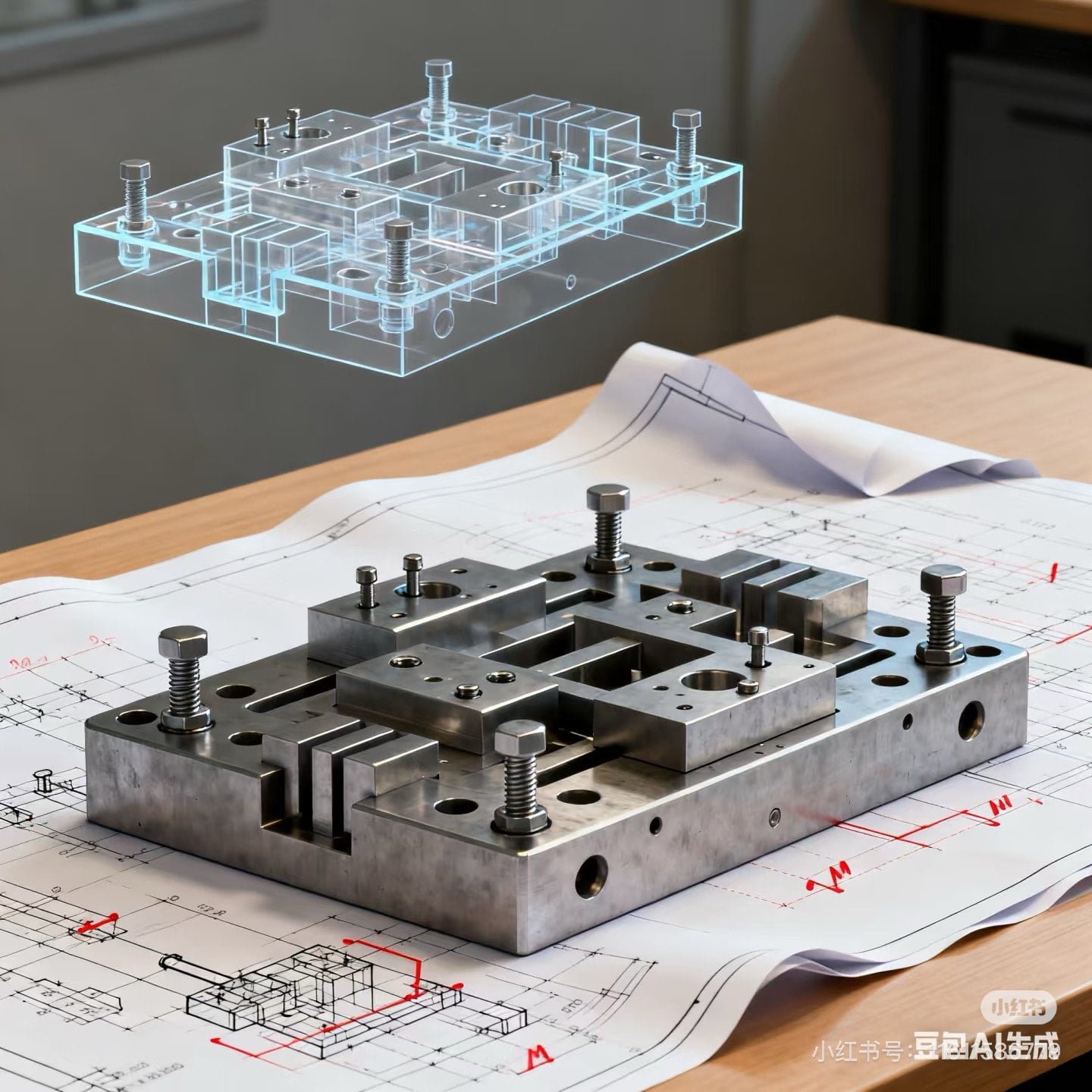
Keep Your Mold Investment Under Control
Tooling cost is only the start. Mold structure, cavity layout, material, gate and cooling design, ejection, maintenance, and ownership terms shape your part quality and unit cost for the whole program. We review the decisions that matter before mold making starts, against your part design, volume, appearance needs, and budget, so the money you put into tooling keeps working through years of production, not just the first run.
Each tooling decision highlights the matching feature here. Swap for a real mold, cavity, or trial-shot photo.
Key Tooling Decisions
1 / 6Reviewed before mold making, against your part, volume, and budget.
Mold Ownership And Long-Term Use
A mold is a manufacturing asset you live with for years. These terms keep it controllable long after the first run, so your biggest worry, the cost of changing things later, stays in check.
Tooling Ownership
Ownership, usage rights, storage, maintenance responsibility, and transfer terms get written down before the project starts, so there is no dispute once the mold is cut or your needs change.
Mold Maintenance
Mold condition shows up as flash, surface marks, drift, and release issues. We plan maintenance as part of production, not as damage control after defects appear.
Mold Modification
If your design changes, structure, cost, schedule, and re-approval all move. We review the impact with you before any modification starts, so changes stay controlled.
Not sure which tooling setup fits your volume and budget? Send your part and we will map the options with you.
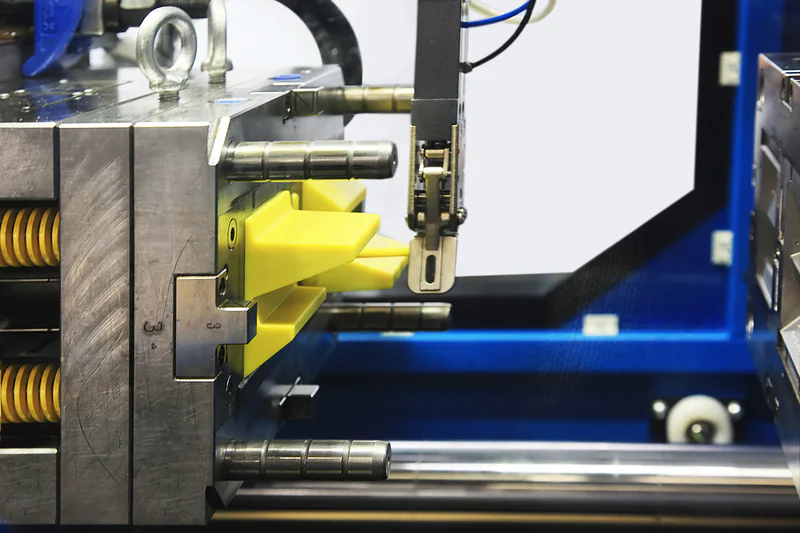
Validate Your Part Before Production
Trial molding is the gate before mass production. The first sample shots from your mold show whether the mold, material, part design, filling, dimensions, appearance, and ejection actually meet your requirements. The aim is not just to make sample parts, but to surface issues early and decide whether the mold, the process, or the design needs work before you release to production.
Trial Shots
T1 sample parts run from your finished mold
6-Point Check
Filling, dimensions, appearance, ejection, fit, stability
Decision
Ready for production, or one more pass?
After the check, the decision goes one of two ways
Meets Your Requirements
Sign off the samples and release to production.
Issues Found
Adjust the mold, optimize the process, or review the design, then run another trial.
What We Check During Trial Molding
Six things every sample run has to prove before your part is cleared for volume.
Filling Performance
The first shots show whether the material fills the cavity cleanly, with no short shots, burn marks, flow hesitation, or trapped air. Gate location, wall thickness, venting, and injection settings all feed the result, and we adjust where filling falls short.
Dimensional Accuracy
Sample parts get measured against your drawing and critical dimensions. Shrinkage, warpage, and cooling can pull sizes off after molding, so we verify the numbers before signing anything off.
Appearance Quality
Visible faces are reviewed for sink marks, weld lines, flow marks, scratches, gate and ejector marks, flash, color, and texture, compared against your approved standard.
Ejection And Part Release
Your part should leave the mold with no deformation, drag, stress marks, or cracking. Draft, ejector layout, material, and surface texture all affect release, and we tune them on trial.
Assembly Fit
If your part mates with other components, we check fit, alignment, fastening, snap features, screw bosses, and sealing on real sample parts, not just on the drawing.
Process Stability
We confirm a stable window can be held, run to run. Mold temperature, injection speed, holding pressure, and cooling time decide whether quality repeats in volume.
Starting a new mold, or troubleshooting an existing one? Send your part and we will plan the trial with you.
Common Issues, And What They Point To
A defect on a trial part is not a dead end. It is a signal. What matters is reading it correctly, so the fix lands on the real cause instead of guesswork.
When we run your trial, we trace each issue back to mold, process, material, or design, then decide what to adjust before production.
| Issue | What It May Indicate |
|---|---|
| Sink Marks | Wall thickness, rib design, packing pressure, or cooling. |
| Warpage | Uneven shrinkage, cooling imbalance, material behavior, or part geometry. |
| Short Shots | Filling difficulty, low pressure, venting, or thin-wall areas. |
| Flash | Mold fitting, clamping force, injection pressure, or parting line. |
| Weld Lines | Gate location, material flow path, or part geometry. |
| Ejector Marks | Ejection layout, draft angle, cooling condition, or release resistance. |
| Color Variation | Material batch, pigment control, processing condition, or approved color standard. |
Sink Marks
May Indicate
Wall thickness, rib design, packing pressure, or cooling.
Warpage
May Indicate
Uneven shrinkage, cooling imbalance, material behavior, or part geometry.
Short Shots
May Indicate
Filling difficulty, low pressure, venting, or thin-wall areas.
Flash
May Indicate
Mold fitting, clamping force, injection pressure, or parting line.
Weld Lines
May Indicate
Gate location, material flow path, or part geometry.
Ejector Marks
May Indicate
Ejection layout, draft angle, cooling condition, or release resistance.
Color Variation
May Indicate
Material batch, pigment control, processing condition, or approved color standard.
Causes are indicative. Actual diagnosis depends on your part, material, and mold condition.
See Your Part As A Real Sample Before Production
Send your drawings or 3D files. We plan the trial, run sample shots, and check filling, dimensions, appearance, and fit, then send the results and a quote within 24 hours.
Match The Right Plastic To Your Part
Your resin choice shapes performance, molding behavior, appearance, dimensions, and service life. We match it to your part's function, environment, and volume before tooling begins.
Shrinkage And Warpage
Different resins shrink at different rates, shifting your dimensions, flatness, and fit, worst on large or thin parts.
Strength And Impact
How your part stands up to load, impact, fastening, and repeated use. Housings, clips, and snap-fits each ask for different toughness.
Heat Resistance
Whether your part keeps its shape near motors, electronics, lighting, or outdoor environments.
Chemical Resistance
Resistance to oils, cleaners, solvents, fuels, and water, without swelling, cracking, or discoloring.
Appearance And Color
Gloss, texture, transparency, and color stability on covers, housings, and visible faces.
Cost And Availability
Material cost, supply, and processing, balanced against your volume. Sometimes a different resin meets the spec for less.
Common Plastic Materials We Mold
Each resin earns its place by what it does for your part. Here are the ones we mold most, matched to the jobs they fit. Not sure which one suits your function, environment, and budget? We will recommend a grade.

ABS
Solid impact resistance, stable dimensions, and a clean molded finish.
Best For
Housings, covers, panels, and everyday consumer parts.

PC
High strength and impact resistance, with clear options and good heat tolerance.
Best For
Protective covers, lenses, lighting, and tough housings.

PC / ABS
ABS that molds easily, with the strength and heat resistance pushed higher.
Best For
Electronic enclosures, auto interiors, and structural covers.

PP
Light, chemical resistant, and easy on cost.
Best For
Containers, caps, living hinges, and wet or chemical settings.

PA / Nylon
Strong and wear resistant for moving, loaded parts.
Best For
Gears, clips, brackets, bushings, and fasteners.

POM
Low friction, wear resistant, and dimensionally steady.
Best For
Gears, bearings, rollers, and precision sliding parts.

PMMA
Excellent clarity, gloss, and optical quality.
Best For
Display covers, lenses, light guides, and clear panels.

TPE / TPU
Flexible, soft-touch material for grips and seals, with hardness picked to your feel and sealing needs.
Best For
Soft grips, seals, protective edges, and overmolded features.

PBT
Dimensionally stable, heat resistant, with strong electrical properties.
Best For
Connectors, sensor housings, and precision electrical parts.
Not Sure Which Material Fits?
Tell us your part, target use, and environment, and we will recommend the resin and grade, or a lower-cost alternative that still meets spec.
Start From The Requirement, Not The Resin
Most parts start with a need, not a material name. Tell us what your part has to do, and the resin follows from there.
Use this as a quick reference. The shortlist for each requirement is a starting point, narrowed once we see your part, environment, and volume.
| Requirement | Materials Often Considered |
|---|---|
| Good Appearance | ABSPC / ABSPMMA |
| High Impact Resistance | PCPC / ABSABS |
| Chemical Resistance | PPPOMPA |
| Wear Resistance | POMPA |
| Transparency | PCPMMA |
| Flexible Feel | TPETPU |
| Electrical Components | PBTPAPC / ABS |
| Cost Efficiency | PPABS |
Requirement
Good Appearance
Often Considered
Requirement
High Impact Resistance
Often Considered
Requirement
Chemical Resistance
Often Considered
Requirement
Wear Resistance
Often Considered
Requirement
Transparency
Often Considered
Requirement
Flexible Feel
Often Considered
Requirement
Electrical Components
Often Considered
Requirement
Cost Efficiency
Often Considered
Have more than one requirement at once? Most parts do. We will weigh the trade-offs for your case.
Plan Your Cosmetic Result Before Tooling
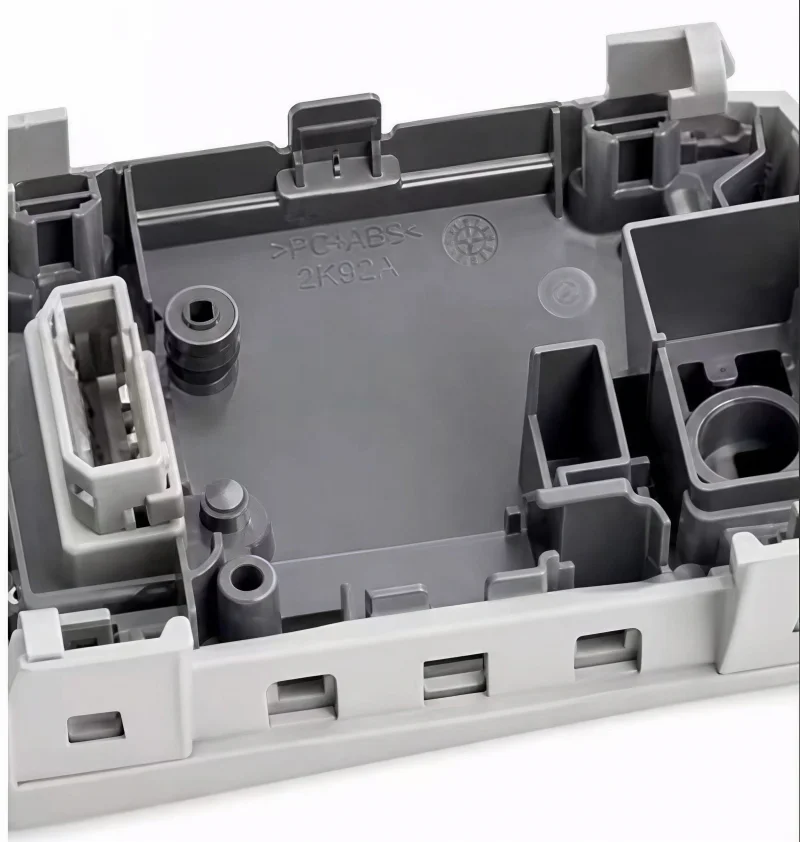
Appearance is decided by tooling, not just polishing at the end. Material, gate location, parting line, ejector layout, surface texture, color control, and molding conditions all shape how your visible part looks. Reviewing appearance before mold design cuts the risk of cosmetic defects, repeated mold modifications, and sample approval delays.
Where appearance is won or lost on a cosmetic part. Swap for a render or photo of your housing or cover.
What Affects Molded Part Appearance
Each one is set by tooling, material, or process, not by polishing at the end.
Surface Texture
Texture sets look, feel, scratch-hiding, and gloss, and it changes the draft and ejection your mold needs. We lock it before mold making.
Gloss Level
Gloss drives material, mold polish, and process. High-gloss faces show flow marks, scratches, sink, and weld lines far more than textured ones.
Color Consistency
Color holds when resin, pigment, batch, drying, and process stay controlled. We confirm your color standard before production runs.
Gate Marks
The gate leaves a mark and affects trimming, weld lines, and filling. We keep it off your front-facing surfaces.
Parting Lines
The parting seam shows on appearance, sealing, and fit. We agree its position up front, since moving it after tooling is costly.
Ejector Marks
Ejector pins can mark show faces. We balance clean release, low deformation, and appearance when laying them out.
Weld Lines
Where two flow fronts meet, a weld line can show or weaken the part. Material, geometry, and gate position decide how visible it is.
Sink & Flow Marks
Thick walls, ribs, packing, cooling, and flow leave sink and flow marks. We catch these in design and trial molding.
Cosmetic Review Before Tooling
Define appearance before mold making wherever you can. The earlier we have these, the fewer cosmetic surprises, mold modifications, and approval rounds later. Send what you have and we will build the cosmetic standard into the tooling from day one.
Helpful To Share
- Visible surfaces
- Texture requirements
- Gloss level
- Color target
- Gate mark restrictions
- Parting line preferences
- Ejector mark limitations
- Logo or marking position
- Acceptable cosmetic standards (limit samples, defect criteria)
Capabilities That Match Your Project
From design review and mold planning to trial molding and production. Pick the area that fits your part, and check the process, part type, project stage, and finishing against what you need.
Different parts call for different molding approaches, depending on design, material, inserts, appearance, and volume.
Plastic Injection Molding
Custom parts with repeatable shape, stable dimensions, and consistent appearance once tooling is set.
Insert Molding
Mold metal inserts, threaded inserts, pins, bushings, or terminals directly into the plastic part.
Prototype Tooling
For design validation, sample testing, and lower-volume runs before committing to production tooling.
Production Tooling
For repeat manufacturing where mold life, stable output, and long-term unit cost matter.
A quick way to see whether your parts look like the work we run.
Plastic Housings
Electronics, instruments, control units, consumer products, and industrial equipment.
Covers And Panels
Protective covers, front panels, access covers, and visible product surfaces.
Connectors And Components
Electrical, mechanical, or assembly parts needing stable dimensions and repeatable output.
Clips And Fastening Parts
Snap-fits, retainers, brackets, and assembly features needing flex and strength.
Gears And Mechanical Parts
Moving parts, wear-resistant components, and functional plastic mechanisms.
Caps And Knobs
Closures, handles, control knobs, and user-contact components.
Industrial Plastic Parts
Equipment, automation, fixtures, and custom functional plastic components.
Custom Molded Components
Parts made to your 3D files, drawings, samples, or project requirements.
Your project may not be a fresh mold. We support whatever stage you are at, and match the help to it.
New Product Development
Early review, moldability evaluation, material selection, tooling planning, and sample validation before production.
Prototype Mold Projects
For molded samples, design verification, functional testing, or lower-volume production.
Production Mold Projects
For confirmed designs, defined material, and steady volume over the long term.
Supplier Transfer Projects
Moving production from another supplier? We review existing molds, samples, or drawings first.
Cost Reduction Projects
Reviewing existing parts for material alternatives, structure optimization, faster cycles, or fewer secondary operations.
Assembly-Ready Projects
Parts needing inserts, printing, marking, ultrasonic welding, simple assembly, or packaging.
Many parts need work after molding to meet appearance, assembly, branding, or function.
Ultrasonic Welding
Join plastic parts without screws or adhesives when design and material allow.
Threaded Inserts
For stronger threaded connections and repeated assembly or fastening.
Pad Printing
Logos, symbols, labels, icons, and product markings on molded surfaces.
Silk Screen Printing
Larger graphics, panels, product information, or visible markings.
Laser Marking
Permanent IDs, traceability codes, logos, or assembly guidance.
Surface Texture
Mold textures for better appearance, grip, scratch resistance, or feel.
Assembly
Fitting, fastening, and component integration to your project requirements.
Packaging
Planned around part surface, cosmetics, geometry, and shipment protection.
New Mold, Supplier Transfer, Or Cost Reduction
Starting fresh, moving production from another supplier, or cutting cost on an existing part? Send your drawings, samples, or current mold details, and we will tell you how we fit and send a quote within 24 hours.
Keep Every Batch Consistent
Once your samples are approved, the job changes. It is no longer about making a few good parts, it is about repeating that result across every production batch. Stable output comes from controlled material, mold condition, process parameters, cooling, inspection, and records, run the same way each time.
Consistent Output, Batch After Batch
Tolerance bandIllustrative. Every batch stays inside your tolerance, close to target, instead of drifting run to run.
What Affects Production Stability
Six levers we hold steady so your results repeat, not just on the first run.
Material Preparation
Proper drying, handling, and storage before molding. Moisture, contamination, wrong grade, or uneven colorant all show up in surface, strength, and dimensions.
Mold Condition
Wear, contamination, venting, and cooling-channel condition affect flash, marks, release, and size. We keep the mold maintained, not patched after defects.
Process Parameters
Injection speed, holding pressure, melt and mold temperature, cooling time, and cycle all stay set, so dimensions, weight, shrinkage, and appearance hold steady.
Cooling Control
Cooling drives shrinkage, warpage, and cycle. Uneven cooling brings deformation, internal stress, sink, or size that shifts between batches.
Part Weight & Fill Balance
Part weight signals filling and packing consistency. On multi-cavity molds, balanced filling keeps every cavity matching the rest.
Batch Consistency
Material batch, color batch, setup, mold condition, and inspection criteria stay controlled, so repeat orders and appearance parts match what you approved.
Risks We Monitor In Production
Most batch-to-batch problems trace back to a short list of causes. Knowing them is half the job. Watching them every run is the other half.
These are the stability risks we keep under control, so the parts in your tenth order match the ones you approved in your first.
| Stability Risk | Possible Impact |
|---|---|
| MonitoredMaterial Moisture | Surface defects, weak parts, bubbles, and brittleness. |
| MonitoredMold Temperature Variation | Warpage, shrinkage variation, and dimensional drift. |
| MonitoredHolding Pressure Variation | Sink marks, weight variation, and poor dimensional control. |
| MonitoredCooling Imbalance | Deformation, internal stress, and longer, unstable cycles. |
| MonitoredMold Wear Or Contamination | Flash, scratches, release issues, and surface defects. |
| MonitoredColor Batch Variation | Visible color mismatch between production batches. |
| MonitoredMulti-Cavity Imbalance | Dimension or weight differences between cavities. |
Material Moisture
Possible Impact
Surface defects, weak parts, bubbles, and brittleness.
Mold Temperature Variation
Possible Impact
Warpage, shrinkage variation, and dimensional drift.
Holding Pressure Variation
Possible Impact
Sink marks, weight variation, and poor dimensional control.
Cooling Imbalance
Possible Impact
Deformation, internal stress, and longer, unstable cycles.
Mold Wear Or Contamination
Possible Impact
Flash, scratches, release issues, and surface defects.
Color Batch Variation
Possible Impact
Visible color mismatch between production batches.
Multi-Cavity Imbalance
Possible Impact
Dimension or weight differences between cavities.
Impacts are indicative. What we monitor on your job depends on your part, material, and mold setup.
Looking For A Stable Long-Term Molding Partner
Tired of batch-to-batch variation or an unstable supplier? Send your part, current samples, or quality requirements, and we will show you how we hold quality steady across every run, with a quote back within 24 hours.
Checked On Function And Appearance
Inspection covers how your part works and how it looks. Dimensions, surface condition, color, assembly fit, material, and cosmetic standards are reviewed against your specification before anything ships.
Dimensional Inspection
Critical dimensions checked against your drawing, tolerances, and how the part has to function.
We Check
Appearance Inspection
Visible surfaces reviewed against your cosmetic standard, defined before production so acceptance is clear.
We Check
Assembly Fit Check
Test-fitted with mating parts, inserts, screws, or covers to catch warpage, shrinkage, and tolerance stack-up.
We Check
Material And Color Check
Grade, color, texture, and gloss compared to your approved sample, so visible parts match on acceptance.
We Check
Functional Feature Check
Clips, hinges, threads, sealing surfaces, and mounting points reviewed against how the part is used.
We Check

Packaging Inspection
Packaging reviewed for your part geometry and surface sensitivity, to prevent scratches, deformation, and transit damage.
We Check
Have Your Own Inspection And Acceptance Criteria
Send your drawings together with your inspection points, tolerances, and cosmetic standards. We will confirm how we check against each one, and send a quote within 24 hours.
The Paperwork Behind Every Shipment
Documents back up sample approval, material verification, appearance sign-off, dimensions, traceability, and shipment acceptance. We confirm what your project needs before production, so acceptance is clean.
Documents are matched to your part, material, cosmetic standard, and stage.
Common Documents For Molded Parts
First Article Inspection Report
Inspection results of initial samples against your drawing, to support approval before production.
Dimensional Inspection Report
Measured results for critical features, fit, tolerances, bosses, holes, and sealing areas.
Material Certificate
Confirms resin grade and material specification, so parts run on the agreed plastic.
Color Approval Record
Confirms color standard and approved sample before production, for visible and brand parts.
Appearance Approval Record
Defines acceptable texture, gloss, gate and ejector marks, and surface standards.
Trial Molding Report
Records T1 findings, visible defects, dimensional notes, and any adjustments needed.
Certificate Of Conformity
Confirms parts were made to agreed drawings, specs, and material. Common shipment document.
Traceability Records
Tracks material, production, and color batches with inspection history, for repeat or regulated orders.
Which Documents Come When
Paperwork lines up with your project stage. Here is what supports sample approval, what runs alongside production, and what ships with your order.
Before Production Approval
- First Article Inspection Report
- Dimensional Inspection Report
- Trial Molding Report
- Appearance Approval Record
- Color Approval Record
During Production
- Material Certificate
- In-Process Inspection Records
- Traceability Records
- Production Batch Records
Before Shipment
- Final Inspection Report
- Certificate Of Conformity
- Packaging Inspection Record
- Shipment Documentation
Documentation Matters Most When Your Project Involves
- Cosmetic surface requirements
- Color-matched components
- Assembly-critical dimensions
- Engineering plastic materials
- Repeat production batches
- Supplier transfer projects
- Customer-specific quality requirements
Tell Us Which Documents Your Project Needs
Confirm documentation before production whenever you need inspection, material verification, cosmetic approval, traceability, or shipment records. Clear paperwork up front means fewer acceptance disputes later. Send your requirements and we will reply within 24 hours.
From Design To Production
Every project runs through a structured review before and after mold making. Each stage confirms design, material, tooling, sample quality, and production readiness before moving on. Step through all ten below.
Design Review
Before we quote, we review your 3D files, 2D drawings, part function, material requirements, appearance expectations, assembly needs, quantity, and project goals. This tells us whether your part is ready for a moldability evaluation.
Moldability Evaluation
We review wall thickness, draft, ribs, bosses, undercuts, gate location, parting line, and shrinkage or warpage risk against your appearance needs, before mold planning. This pulls tooling risk forward, while changes are still cheap.
Material And Appearance Confirmation
We confirm plastic material, color, texture, gloss, and your visible and functional surfaces before mold design. These decisions shape mold structure, processing, shrinkage, and how sample approval will go.
Mold Planning
We review mold type, cavity count, gate system, cooling, ejection, sliders, lifters, inserts, mold steel, and ownership terms against your project. This defines how your part is molded and how the tool supports production.

Mold Making
Your mold is built to the approved tooling plan. Through this stage we keep communication open, so any design detail, mold structure, or production point that needs confirming gets handled before it becomes a problem.
T1 Trial Molding
First samples are molded to evaluate filling, dimensions, appearance, ejection, shrinkage, warpage, and assembly fit. T1 results tell us whether the mold, the process, or the design needs work.

Sample Review And Adjustment
Samples are checked against your drawings, cosmetic expectations, and assembly requirements. If something is off, adjustments may cover mold modification, process tuning, gate review, venting, or a design discussion with you.

Sample Approval
Updated samples and inspection data are reviewed before release. Production starts only once dimensions, appearance, material, color, texture, and function are all accepted by you.
Production
Parts are produced to the approved samples, material, process settings, inspection criteria, and packaging. The focus through the run is consistency from one batch to the next.

Final Inspection And Shipment
Finished parts are inspected, documented where required, packed for surface protection and transit, and prepared for shipment.
Send Your Files And We Will Take It From Design Review
Share your 3D files or 2D drawings and we will start with a design review, flag any moldability risks, and send a quote within 24 hours. From there we walk every stage with you, through to inspected, packed, shipped parts.
Injection Molding Questions, Answered
MOQ, lead time, tooling cost, material, appearance, and quality. If your question is not here, send it with your part and we will answer it directly.
How do I know if my plastic part is suitable for injection molding?
Suitability comes down to part design, material, wall thickness, draft, undercuts, tolerance, appearance, volume, and tooling investment. A moldability review tells you whether injection molding fits before any mold is made.
Can you review my design before mold making?
Yes. We review your part for wall thickness, draft, ribs, bosses, undercuts, gate location, parting line, shrinkage, warpage, ejection, and appearance risks before tooling, so molding issues surface before mold investment.
What information is needed for an injection molding quote?
A complete RFQ usually has 3D CAD files, 2D drawings, material, quantity, color, texture, appearance and tolerance requirements, assembly needs, and any insert or overmolding requirements. If material or finish is not set, we can review the application instead.
What affects injection mold cost the most?
Usually part size, complexity, mold steel, cavity count, sliders, lifters, inserts, gate system, surface texture, tolerance, and expected volume. Review mold cost against long-term production needs, not just the first order.
Can mold cost be reduced before tooling starts?
Often yes, through design review, wall thickness optimization, undercut reduction, material choice, cavity planning, gate strategy, and a simpler mold structure. Cost cuts should never compromise function, appearance, or production stability.
How are sink marks and warpage controlled?
They come from wall thickness, rib and boss design, material shrinkage, gate location, cooling, packing, and molding parameters. We review these during moldability evaluation and verify them on trial molding.
What happens during T1 trial molding?
T1 evaluates the first samples from the new mold, reviewed for filling, dimensions, appearance, ejection, shrinkage, warpage, gate marks, weld lines, flash, short shots, and fit. Results decide whether mold, process, or design needs work.
What happens if T1 samples are not approved?
We review the issue against part design, mold structure, material behavior, processing, and inspection results. Actions may include mold modification, gate or venting adjustment, process tuning, cooling review, or a design discussion before new samples run.
How do you manage appearance requirements for visible parts?
Appearance is reviewed before mold design: visible surfaces, texture, gloss, color standard, gate mark location, parting line, ejector marks, weld lines, sink marks, and acceptance criteria. Approved samples or standards align expectations before production.
How is color consistency controlled?
It depends on resin choice, pigment or masterbatch control, material batch, drying, molding parameters, and an approved color standard. For visible parts, confirm color before production with approved samples or references.
How do you choose the right plastic material?
By part function, mechanical load, impact, temperature, chemical exposure, flexibility, appearance, regulatory needs, shrinkage, and cost targets. If material is not set, we review your application environment and performance needs before tooling.
Who owns the injection mold?
Mold ownership, storage, maintenance responsibility, usage rights, modification responsibility, and transfer conditions are clarified before the project starts, so there is no dispute once the mold is built or plans change.
Can an existing mold be transferred for production?
Yes. We review an existing mold on condition, drawings, sample quality, material, production history, maintenance status, and current quality concerns, to see if it is ready to run, needs repair, or needs modification.
What if design changes are needed after mold making?
Changes after mold making can affect mold structure, cost, sample approval, and readiness. We review the impact before modifying, especially for changes to wall thickness, undercuts, gate location, parting line, appearance surfaces, or assembly features.
How is production consistency maintained after sample approval?
Through approved samples, material verification, stable molding parameters, mold condition, cooling control, inspection criteria, and production records. The approved sample sets the reference for dimensions, appearance, color, texture, and function.
What quality documents can be provided?
By project requirement. Common documents include First Article Inspection Report, Dimensional Inspection Report, Material Certificate, Color Approval Record, Appearance Approval Record, Trial Molding Report, Certificate of Conformity, and Traceability Records.
Send Your Molding Inquiry Straight to Parker
Send your drawings, samples, or 3D files with your quantity, material, and target finish. The more you share, the sharper your quote, and you will hear back within 24 hours.

Parker
Your Injection Molding Contact, HONGYI
Hi, I'm Parker. I handle injection molding inquiries here myself. Send me your drawings, samples, or 3D files and I will come back with a clear quote: material, tooling, finish, and lead time all spelled out.
If your part needs a design tweak before tooling, I will tell you straight. No spam, no chasing, just a real answer from someone who works with molded parts every day.
- I reply within 24 hours, often sooner
- 15+ years working with molded parts and tooling
- Your drawings and files stay confidential
- Straight talk on moldability, tooling, and lead time
Tell Me About Your Part
Helpful to include: material, quantity, key tolerances, surface finish, color, and where it is used. Fields marked * are required.
Inquiry Received
Your details are with Parker. You will get a quote within 24 hours, often sooner. Want to add anything now?
Chat With Parker